
打造服务一流的全球液压服务商
01
胶管总成使用扣压机进行扣压固定如下图(一)所示,在操作过程中增加扣押预警装置,防止漏扣压或是扣压不到位的现象,预防不良品流出产线,产生客诉。

图一
02
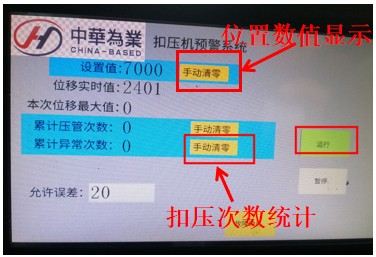
扣压预警使用步骤如下:扣压模具更换完毕,手动清零设置值,设置允许误差数值,如下图(二)所示。
图二
03
胶管总成扣压,扣压预警装置会识别第一次扣压给予位移传感器显示一定的数值,人工做首件记录确认扣压量,在扣压数值不变且未超差情况下,扣压一次预警装置上的绿色按钮亮一次,如扣压数值超出第一次识别的位移数值则红色按钮亮起并发出报警提醒,操作工需停止扣压,确认扣压尺寸;并且扣压预警设备具有累计扣压次数的功能便于统计。
04
最终结果是扣压预警装置提高了产品质量,增加产品的稳定性,减少巡检频次,减轻劳动强度。
